rubber seal rubber element is a critical part used across many sectors to prevent leakage, prevent contamination, and ensure secure joints between two surfaces. It is typically made from flexible elastomer materials that can squeeze and conform to irregular shapes, creating a protective barrier against fluids, air, debris, and external factors. Because of its stretchable and long-lasting nature, a rubber seal plays a critical role in ensuring the efficiency and safety of mechanical systems, household equipment, and industrial applications.
At its core, a rubber seal works by closing tiny spaces between two connected parts. When compression occurs, the material squashes and adapts the surface, forming a firm closure that prevents unwanted substances from passing through. This ability to flex and regain form makes rubber an ideal material for sealing purposes. It allows the seal to remain effective even when exposed to shocks, heat variations, or motion.
Rubber seals are widely used in industries such as vehicle, building, piping, production, and electrical sectors. In vehicles, they are found in car openings, glass fittings, engine compartments, and fuel lines, where they help maintain containment and stop dust and water entry. In plumbing systems, rubber seals are used in pipe joints and connectors to prevent water leaks and maintain pressure. In industrial settings, they are essential for industrial machines, pumping systems, and devices that require reliable sealing under changing pressures and temperatures.
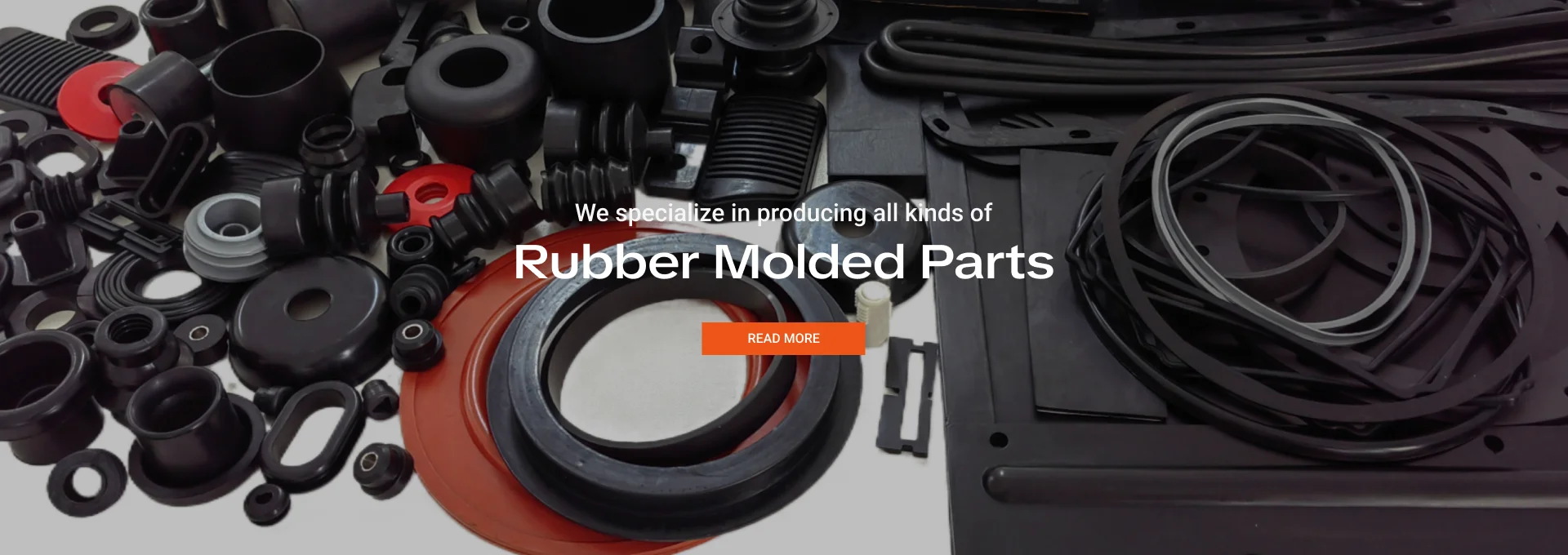
One of the major advantages of rubber seals is their versatility. They can be manufactured in various shapes, sizes, and hardness levels to suit specific applications. Common types include O-rings, gaskets, lip seals, and custom profiles. Each type is engineered to perform under certain conditions, such as high pressure, extreme temperatures, or chemical exposure.
Material selection is another important factor in the performance of a rubber seal. Different rubber types offer different properties such as resistance to temperature, lubricants, corrosive agents, or outdoor elements. Some materials are better suited for sunlight and ozone exposure, while others are designed for chemical-heavy applications. Choosing the correct material ensures long-term integrity and performance.
Durability is a key characteristic of a high-quality rubber seal. A well-made seal should withstand repeated compression and environmental exposure without losing shape or function. Poor-quality seals may become brittle, break down, or fail, leading to leaks and system failure.
Another important feature is their ability to absorb vibration and reduce noise. In mechanical systems, rubber seals act as a buffer, reducing wear and extending equipment lifespan.
Installation also affects performance. Proper installation ensures balanced pressure and full contact. Incorrect installation can cause gaps, uneven pressure, or leakage.
Rubber seals are also economical due to low production costs and long service life. They are widely preferred for balancing quality and cost efficiency.
Maintenance is important as well. Regular inspection helps detect wear or damage before failure occurs. Timely replacement ensures continued efficiency and prevents costly repairs.
They also contribute to environmental protection by preventing leaks and containing harmful substances, reducing waste and contamination risks.
Overall, rubber seals are a core component of modern engineering and everyday systems, ensuring efficiency, safety, and reliability across countless applications.